发表时间:2018-12-25 次数:1120 作者:

提高传统的手工冲压线质量和产能以及降低人员的劳动强度,可通过日臻成熟的冲压自动化的方式来实现。要想实现压力机和自动化设备的良好通讯及协调工作,原有的压力机必须进行改造。传统压力机适应自动化生产的改造,内容包括压力机与自动化设备之间交互信号的建立,压力机PLC及触摸屏程序的修改,模具自动识别,上模自动夹紧及安全防护联锁等。
汽车行业的快速发展,使得现代冲压生产线向高速化、高品质、自动化、柔性化方向发展。传统冲压生产线手工操作、人工送料的生产方式已无法满足行业的需要,而新冲压线建造周期长、成本高,也存在致使产能过剩等潜在问题,需要企业长期战略规划才能实施。进行传统手工线自动化改造,能实现高速化、高品质、投资少及周期短等一系列优势,是一种较为理想的方案。
传统的手工冲压线要想实现压力机与自动化设备整线联机,必须对传统冲压线原有压力机进行改造,内容包括建立压力机与自动化设备间的信号联系,改造压力机安全回路,完善压力机与自动化设备间信号交互,人机界面修改,自动化联锁等方面内容。
建立交互信号
目前,自动化设备均可实现上下件全自动化生产,采用西门子运动控制系统可以直接管理自动化设备的动作,并连接一个主要的CPU(可编程逻辑控制器),通过过程现场总线(PROFIBUS)来控制整个生产线,与压力机的信号交换是通过ET200S(分布式I/O)实现的。
交互信号
自动化设备与压力机交互信号如图1所示:
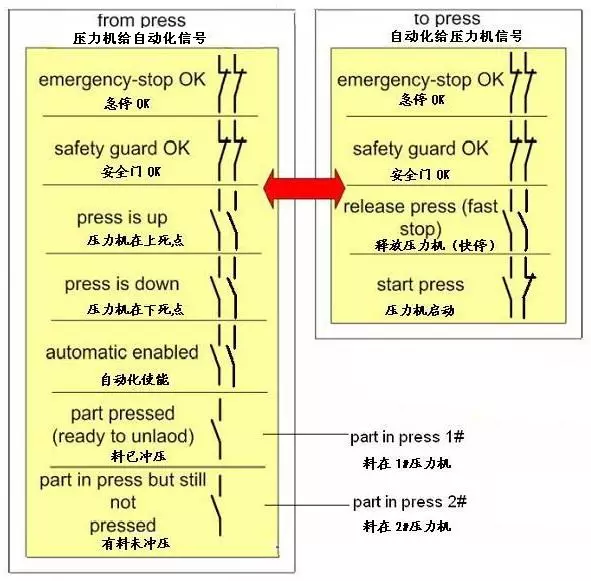
图1 压力机与自动化设备交互信号
压力机向自动化设备提供信号:压力机紧急停止信号;压力机安全围栏信号;压力机滑块位置检测信号;压力机选择联机自动化运行方式(压力机自动化方式下运行正常等待自动化设备启动行程信号)。
自动化向压力机设备提供信号:自动化双回路急停信号,一路直接控制离合器‐制动器电磁阀线路,一路做PLC输入点,作为显示屏显示自动化急停信号源;自动化双回路安全围栏信号,一路直接控制离合器‐制动器电磁阀线路,一路做PLC 输入点,作为显示屏显示自动化围栏信号源;自动化双路RELEASE PRESS 信号接入压力机PLC 系统;自动化双路STARTPRESS 信号(一路NO,一路NC)接入压力机PLC系统,作为自动化联机方式下启动压力机行程的信号。依据压力机行程控制要求,此信号应保持到滑块行程运行的180°以后切除。
建立
交互信号的建立,主要包括压力机自动、手动工作方式选择,压力机滑块位置信号提供,压力机与自动化设备信号交换,安全联锁等内容,具体实施如下:
⑴自动化联机运行和压力机单机调整工作方式选择,有两种控制方式供选择:方式一,在压力机控制面板增加二位置的带钥匙旋钮,双触点输入PLC 用以选通单机或联机运行模式;方式二,在压力机控制面板增加二位置的带钥匙旋钮,双触点输入PILZ‐PNOZS5 型安全继电器,安全继电器控制双路继电器,继而选通单机或联机运行模式。上述两种方法建议采用方式二,方式二线路输出继电器具有自检功能,安全性、可靠性更高。
⑵压力机滑块位置信号的检测与传输,可在电子凸轮接入处增加旋转编码器,信号线直接接入自动化控制箱。
⑶压力机与自动化设备之间信号交换,在压力机电柜中增加ET200S及中间继电器。压力机控制柜内的ET200S远程I/O板,通过PROFIBUS与压力机PLC控制系统相联,实现压力机与自动化的通讯、联控自动化设备与压力机之间信号联系,可以通过应用压力机PLC 控制系统的模块IA122和OC255;输出端接入中间继电器。
⑷压力机与自动化设备间的安全信号联锁可通过增加安全继电器、PROFISAFE及安全模块来实现。
改造的电器元器件
压力机自动化改造主要电器元器件,包括ET200S、中间继电器、钥匙旋钮、检测开关、电缆、安全继电器及连接端子等。
增加检测、识别及夹紧功能
要实现压力机自动化生产,要求压力机具备有料检测,上模自动化夹紧,模具识别等功能。而压力机本身不能检测模具中料的冲压状态,通过以上改造实现此功能。
有料检测及模具识别
压力机给模具接线端提供两路24V直流电源,一路作为有板料检测使用,另一路作为模具号识别用,模具上的接线端子以二进制形式进行短接,压力机通过模具提供过来的短接信号自动识别其编号和调入并调节模具参数,同时赋予自动化系统模具编号。具体操作是在压力机移动工作台和模具上设置模具检测及识别插口,通过电控子站与PLC相连,以实现识别功能。
自移式上模夹紧器
传统人工线是工人手工操作,上模夹紧也是通过夹紧螺栓手工夹紧。自动化要求全线封闭,通过操作面板操作或者进行自动模具夹紧。自移式模具夹紧器通过压缩空气驱动,由压力油提供夹紧力,安装时需增加一路压缩空气做驱动力,增加一路油路及泵提供夹紧压力油。电气上增加两个检测开关,进行到位及初始状态检测,信号提供给压力机PLC,PLC再根据信号控制夹紧器的行走、夹紧及放松。
图4 移式上模夹紧器
PLC 程序修改、优化
压力机控制程序改造主要是修改、优化原有PLC 程序,用以增加压力机自动条件,增加自动化与压力机联机运行部分,并增加相关自动化部分报警功能,增加模具夹紧器自动行走控制,改造安全围栏检测回路。
增加压力机自动化条件
增加压力机的自动化条件,包括手动与自动模式的切换,压力机滑块位置信号的检测与传输,压力机与自动化设备之间信号交换,压力机与自动化设备之间的安全信号联锁,模具识别和有料检测等等。
建立压力机与自动化设备交互信号
交互信号的建立,包括压力机控制系统接受自动化使能信号,改造急停信号,增加自动化与压力机联机运行部分,并增加相关自动化部分报警功能,改造安全围栏信号,修改显示屏程序,显示自动化状态以及自动化控制的I/O运行情况。
增加模具识别与自移式上模夹紧器控制
实现自动化就要求压力机具备检测模具是否有料的检测功能,为满足自动化生产需求,实现自动换模,压力机必须具备模具识别功能以保证模具使用的准确性。生产之前,压力机会对所使用的模具号与整线设定的程序号做比较,一旦不一致压力机会自动报警,提示人员更换正确的模具,以避免因模具使用不正确造成事故。在压力机上增加接收模具传递过来信号的功能,并识别信号,压力机根据信号识别调用已存好的相关参数,并自动修改。压力机还要增加上模夹紧器控制信号的功能,根据整线状态由压力机PLC控制夹紧器进行行走、夹紧及放松。
安全联锁优化
安全联锁优化的内容包括增加安全门报警信号,压力机与自动化设备动作联锁,有料检测及模具夹紧控制,优化压力机控制程序等。
压力机控制触摸屏程序优化
压力机控制触摸屏程序优化,包含增加自动化与压力机联机运行部分,并增加自动化相关部分报警项,修改、优化原有PRO‐FACE触摸屏程序,显示整线压力机运行状况及故障点。
故障信号
程序优化要求做到在主控制台及相关单元的控制台上显示故障发生的位置及内容,紧急停止按钮,紧急停止按钮的位置,每个安全围栏门“申请进入控制台”及主控制台,显示通讯信号状态。
模具及夹紧器状态
程序优化还要求做到在屏幕控制板上显示模具料检情况,显示模具号以及相关参数,增加模具夹紧器选择屏,显示模具夹紧器位置及状态。
安全防护改造
安全是自动化线中非常重要的一部分,为防止人为原因造成设备、人身伤害事故,整线安装有安全护栏,监控整线各安全隐患点,联动互锁。压力机原有的安全门电气线路是单回路控制,存在安全隐患,改成围栏双回路检测。为达到安全监控的目的,使用PILZ安全继电器,采用强电与弱电分离式开关,配备主控开关和急停开关,从压力机电柜中急停和压力机栅栏门的连接线联接到主控制柜内的PILZ安全继电器内。压力机预留用于自动化联接信号输入输出口,通过一个接线盒或终端设备使这些压力机信号准备就绪。
具体操作方案为:在每个安全门上安装一个机械式安全锁,且每个安全锁的信号都连接自动控制系统的控制柜ET200S。在保留原安全门检测开关的基础上,增加一路检测开关及相关电缆线,接入压力机控制系统,两路安全门检测同时起安全保护作用。为保证设备安全、人员安全,现场采用了符合EN954‐1标准的安全产品(安全继电器、安全开关、安全栓等),并通过PROFISAFE与现场总线连接来实现。电气线路采用双继电器无源触点输出,采用PILZ安全继电器控制,确保信号安全、可靠。
图5 安全围栏
结束语
目前国内的主要汽车生产厂为提高冲压生产效率,提升汽车车身质量,冲压生产线大多采用自动化线。改造后的传统冲压线,周期短,见效快,势在可行。奇瑞汽车股份有限公司成功改造了多条传统冲压线,使产能和产品质量都得到了大幅提升,为奇瑞汽车质量提升和车型快速转化提供了坚实的基础。
来源:节选自《锻造与冲压》2010年第一期
